

Centerless grinding is a highly efficient and precise machining process used to remove material from cylindrical workpieces, achieving tight tolerances and smooth surface finishes. The method became necessary in 1917 due to the automotive industry’s demand for precision parts at high production volumes. Its unique capabilities immediately impressed the industry, providing interchangeability of spare parts and tightening the tolerances on components like auto engine piston pins from 12.5 μm to 2.5 μm by 1925.
It has since become a standard process across various industries, particularly automotive and bearings. If you are interested in optimizing the setup for this high-precision technology, explore our comprehensive guide to discover best practices, innovative techniques, and expert insights to elevate your manufacturing processes.
What does centerless grinding mean?
Centerless grinding is a high-precision machining operation that removes material from cylindrical workpieces without relying on centers, chucks, or fixtures to hold the part, differentiating it from traditional grinding methods.
The basic principles center around the workpiece being supported by a work blade while constrained between two rotating wheels: the grinding wheel and the regulating wheel. This unique work-holding and drive mechanism provides high precision and efficiency during production.
The fundamental principle of centerless grinding is ancient, tracing back to the first attempts to hold a cylindrical object against a grinding wheel using a block of wood. The modern configuration was first established by Heim in 1917, who substituted the stationary wooden block for a powered regulating wheel. Heim also introduced the work blade, which holds the workpiece in a position slightly above the centerline between the grinding and regulating wheels, a critical parameter known as the center-height. This configuration eliminated the need for chucking and rotational driving, drastically improving the speed of workpiece loading and unloading, productivity, and grinding accuracy.
What is the centerless grinding process?
The centerless grinding process involves constraining the workpiece on a work blade between a high-speed grinding wheel and a slower, controlled regulating wheel, whose interaction dictates the material removal and feed rate.
The role of the centerless grinding machine and its components is crucial for successful operation. The process involves several defined steps:
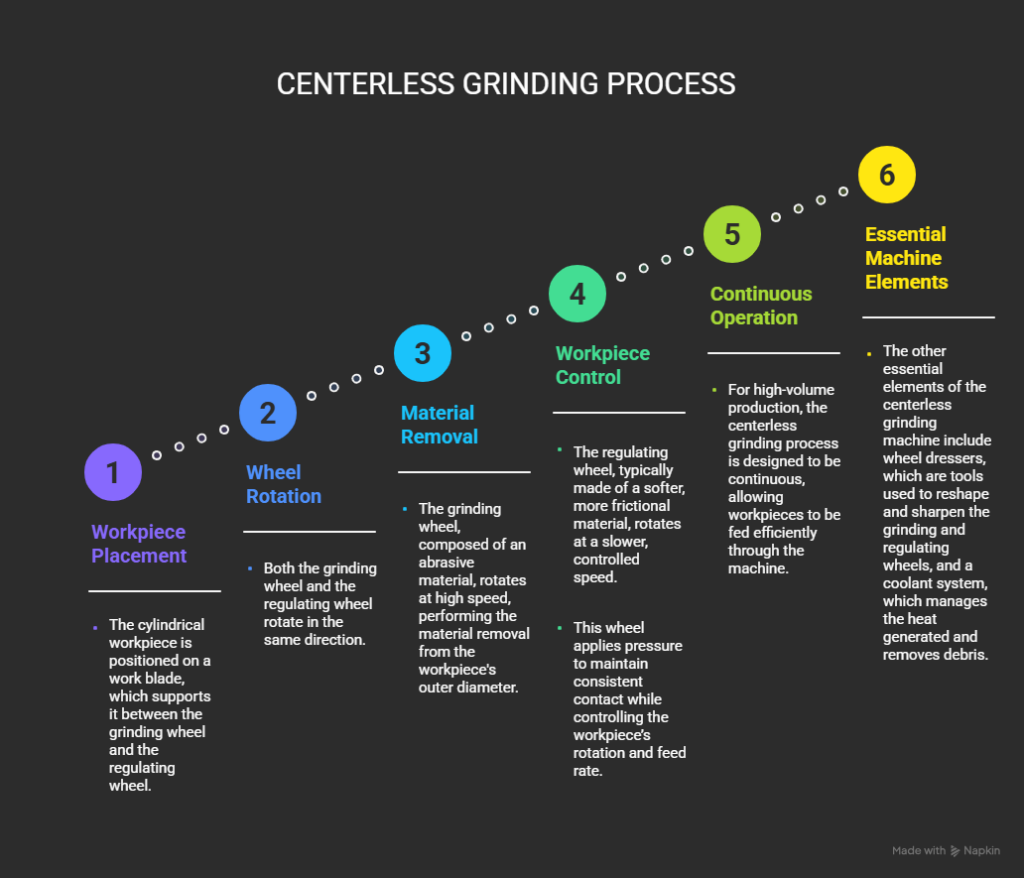
- Workpiece Placement: The cylindrical workpiece is positioned on a work blade, which supports it between the grinding wheel and the regulating wheel.
- Wheel Rotation: Both the grinding wheel and the regulating wheel rotate in the same direction.
- Material Removal: The grinding wheel, composed of an abrasive material, rotates at high speed, performing the material removal from the workpiece’s outer diameter.
- Workpiece Control: The regulating wheel, typically made of a softer, more frictional material, rotates at a slower, controlled speed. This wheel applies pressure to maintain consistent contact while controlling the workpiece’s rotation and feed rate.
- Continuous Operation: For high-volume production, the centerless grinding process is designed to be continuous, allowing workpieces to be fed efficiently through the machine.
The other essential elements of the centerless grinding machine include wheel dressers, which are tools used to reshape and sharpen the grinding and regulating wheels, and a coolant system, which manages the heat generated and removes debris.
What are the methods of centerless grinding?
The main feed methods of centerless grinding are through-feed grinding, in-feed centerless grinding process (or plunge grinding), and end-feed centerless grinding. These methods are selected based on the specific geometry and production needs of the workpiece.
Through-feed grinding is the method of choice for straight cylindrical parts.
- Process: The regulating wheel is slightly angled. This angle generates an axial thrust that causes the workpiece to move continuously through the grinding wheels. This continuous movement eliminates the need for separate feeding mechanisms, supporting high-volume production.
- Applications: This method is highly suitable for continuous, high-volume production of components such as pins, needles, cylindrical rollers, and tapered rollers. Advanced through-feed grinding technology is capable of producing rollers with roundness accuracy of 0.1–0.3 μm at high throughputs (250–350 pieces/min).
The In-feed centerless grinding process (plunge grinding) is used for complex parts or those having discontinuous features.
- Process: The workpiece is fed radially, or plunged, into the grinding wheel to a specific depth. The grinding and regulating wheels may be dressed or shaped to match the desired profile, accommodating features like shoulders, tapers, or multiple diameters.
- Applications: Plunge grinding is used for grinding multi-diameter or profiled workpieces. The In-feed centerless grinding process is capable of producing rollers with 0.1 μm size control.
End feed centerless grinding is reserved primarily for tapered workpieces.
- Process: The workpiece is fed axially into the machine until its travel is stopped by a fixed point. The grinding occurs, and then the workpiece is removed in the opposite direction.
- Applications: Tapered shafts or parts where an axial stop is necessary to control the geometry are common uses.
What are the types of centerless grinding?
The types of centerless grinding are classified based both on the physical orientation of the machine structure, and the feed methods utilized.
The common types of centerless grinding based on machine structure orientation are:
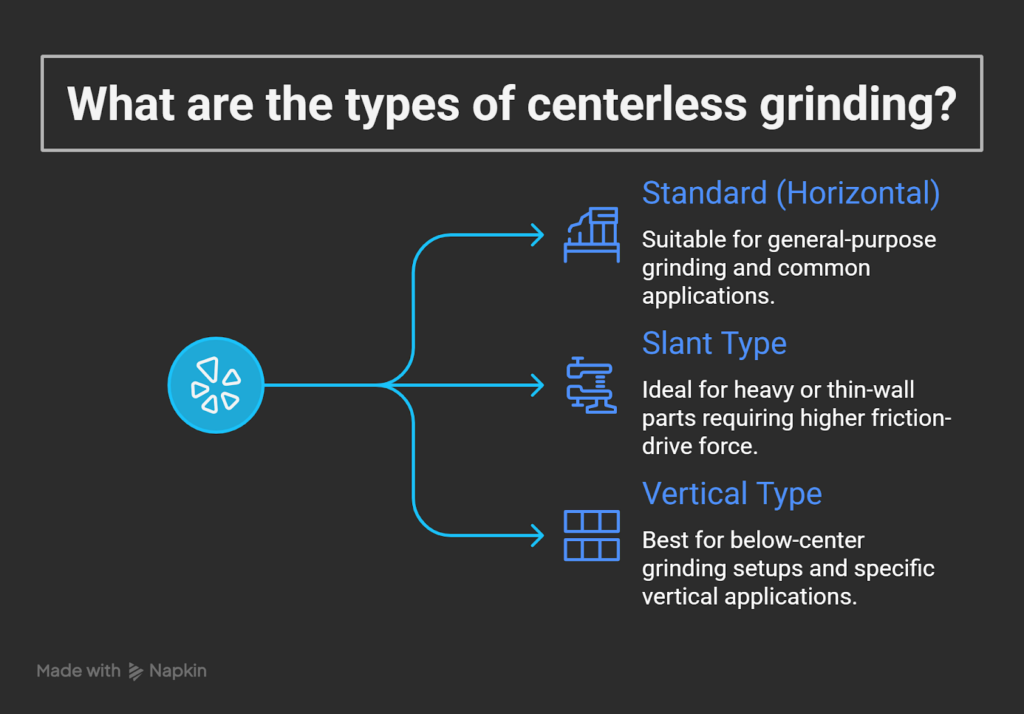
- Standard (Horizontal) Type: The conventional and most common machine configuration.
- Slant Type: Machines where the grinding components are arranged on a slant. These are suitable for grinding heavy parts or thin-wall light parts due to the regulating wheel providing a higher friction-drive force necessary for work rotation.
- Vertical Type: Machines where the spindle axes are vertically oriented. These are typically set up in below-center conditions.
Additionally, centerless grinding can be categorized by the work supporting methods:
- Regulating wheel-blade type: The standard form of centerless grinding.
- Shoe Type: Includes 2-shoe type for external or internal grinding. Shoe-type centerless grinders have been widely employed for external or internal grinding of rings.
- 3 Roll Type: Used for 3-roll internal centerless grinding.
- Double Disk Type: Used for external disk centerless grinding.
How accurate is centerless grinding?
Centerless grinding provides highly accurate results. Even nanometer-order precision is achievable with specialized techniques, and is a goal for next-generation machines. Precision centerless grinding is characterized by tight tolerances and exceptionally smooth surface finishes. The system offers an inherent advantage in accuracy being that positioning inaccuracies of the machine affect the workpiece diameter variation by only half.
However, achieving high accuracy depends heavily on understanding and mitigating inherent process instabilities:
- Regenerative Chatter: Precision Centerless grinding is constrained by self-excited vibrations (chatter) that occur during machining, limiting the achievable tolerances in the workpieces. Chatter is a dynamic instability common to all grinders.
- Geometric Lobing: This geometrical instability is distinct to centerless grinding, occurring because the workpiece rotates without fixed points. The workpiece suffers a radial displacement as surface irregularities contact the work blade and regulating wheel, causing it to oscillate and produce a lobed surface (out-of-roundness). Geometric instabilities must be analyzed together with dynamic instabilities.
- Modeling for Stability: To predict stable operating conditions, the regenerative mechanism responsible for these vibrations must be accurately modeled. Modeling the centerless grinding process involves combined dynamic and geometric mechanisms. Dynamic instabilities tend to be more severe than geometric instabilities.
- Elasticity Parameter: Final accuracy is also determined by elastic deformation of the system during grinding. This is measured by the machining elasticity parameter, which relates the true depth of cut to the apparent depth of cut. Simulation models must incorporate this parameter to reliably predict roundness evolution.
- Process Parameter Optimization: Modeling and simulation studies show that higher machining accuracy (smaller roundness error) can be achieved by setting up conditions with a lower grinding wheel feed rate, larger stock removal, and faster workpiece rotational speed.
What are the disadvantages of centerless grinding?
The main disadvantages of centerless grinding derive from its reliance on a unique, center-free support system, which makes the process highly susceptible to specific instabilities and challenging to set up.
The primary focus of centerless grinding troubleshooting revolves around managing these issues:
- Setup Complexity: The method is very sensitive to setup conditions. It is complex and time-consuming to change over from one part to the next. Future demands require simplified and flexible setup procedures.
- Geometric Instabilities (Lobing): The unclamped nature of the workpiece allows geometric lobing to occur, leading to out-of-roundness. This instability would occur even if the centerless grinding machine were infinitely rigid.
- Dynamic Instabilities (Chatter): Regenerative chatter limits productivity and achievable tolerances due to violent, self-excited vibrations. Chatter is pronounced in centerless grinding because it uses wider grinding wheels prone to work regenerative type chatter vibration.
- Work Rotation Instability (Spinning): This occurs when the regulating wheel is unable to maintain the rotation of the workpiece at the intended peripheral velocity. Spinning refers to the sudden acceleration of the workpiece rotational speed towards the peripheral velocity of the grinding wheel caused by the lack of sufficient retention from the regulating wheel. Centerless grinding troubleshooting models predict the maximum grinding force that can be applied without causing spinning.
- Flat Band: Flat band is an initial roundness error on the surface of the workpiece created by the initiation of grinding without work rotation.
How is centerless grinding different from cylindrical grinding?
Centerless grinding differs fundamentally from cylindrical grinding because it supports the workpiece externally using a work blade, the grinding wheel, and the regulating wheel. Cylindrical grinding in contrast relies on fixed centers or chucks to hold and rotate the part.
Key differences between the two methods include:
- Work Holding: In centerless grinding, the workpiece is supported on a work blade and constrained between the two rotating wheels; no fixed centers or chucks are used. Cylindrical grinding requires the workpiece to be held and driven axially between centers or by a chuck.
- Efficiency/Speed: Centerless grinding eliminates clamping and centering operations, allowing for faster loading and unloading that result in lower cycle times.
- Workpiece Deflection: The continuous support of the workpiece along its length in centerless grinding eliminates the risk of deflection, making it suitable for long or slender parts.
- Accuracy Impact: Positioning inaccuracies of the machine tool affect the workpiece diameter variation by only half in centerless grinding, whereas in cylindrical grinding, positioning inaccuracies have a direct (full) effect on the diameter variation.
- Stability Concerns: Centerless grinding is prone to geometric lobing, dynamic chatter, and spinning. Cylindrical grinding is primarily concerned with dynamic chatter.
The ability of centerless grinding to achieve high production rates for large volumes of parts is a major advantage over cylindrical grinding.
What are the limitations of centerless grinding?
The limitations of centerless grinding are primarily technical, focusing on geometric constraints, thermal management, and the necessity of rigorous process optimization to maintain quality and stability.
These limitations affect the choice of grinding method, particularly in high-productivity environments:
- Process Instability Management: The necessity to solve the characteristic instabilities—geometric lobing, chatter, and work rotation instability (spinning)—makes optimal setup difficult.
- Thermal Constraints: During aggressive grinding, the maximum roughing infeed speed is limited by the risk of thermal damage (burning). The thermal damage limit power is set by a critical temperature threshold for the workpiece material.
- Machine Power Limits: The grinding power must not exceed the machine’s nominal spindle power, which constrains the maximum roughing infeed speed.
- Grinding Aggressiveness and Wear: Acceptable limits on grinding aggressiveness must be observed to avoid situations that cause excessive wheel wear or collapse. This aggressiveness is based on parameters like infeed speed and workpiece rotational speed.
- Part Geometry Limitations: Centerless grinding is best suited for cylindrical shapes and is generally not used for parts that are non-cylindrical or have interrupted surfaces. Additionally, physical interference between the grinding wheel and the blade limit the maximum applicable workpiece height, especially for small diameter parts.
Why is it called centerless grinding?
The term “centerless grinding” is derived from the fundamental mechanism allowing the workpiece to be ground without the use of fixed centers, chucks, or supporting fixtures typically required in conventional cylindrical machining.
The implications of this term are central to the process’s function and efficiency:
- Support Mechanism: The term highlights that the cylindrical workpiece’s position and rotation are maintained entirely by external contacts: the high-speed grinding wheel, the control-oriented regulating wheel, and the stationary work blade.
- Kinematic Freedom: This work holding method eliminates the time and complexity associated with centering and clamping, which drastically improved production speed and accuracy when it was developed.
- Instability Origin: Conversely, the “centerless” nature introduces geometric instability (lobing) because the workpiece is not rigidly constrained.
Centerless grinding applications and centerless grinding surface finish
Centerless grinding applications are ubiquitous across industries demanding high precision, leveraging the process’s ability to handle high volumes while achieving superior dimensional control and excellent centerless grinding surface finish.
Centerless grinding applications
The process is vital for producing high-precision cylindrical components across several sectors:
- Automotive: Key components include valve spools, pins, rollers, shafts, camshafts, and crankshafts.
- Aerospace: Used for critical components like turbine blades, shafts, and engine components.
- Medical: Applied to surgical instruments, implants, and dental tools.
- Electronics: Used for semiconductor components, rods, and pins.
- General Manufacturing: Used to manufacture fasteners, bearings, bushings, and various cylindrical parts requiring tight tolerances and smooth finishes.
Centerless grinding surface finish
Achieving a high-quality centerless grinding surface finish is a hallmark of the process, resulting from controlled material removal and consistent workpiece support.
- Precision Results: The tight tolerances and smooth finishes achieved are key advantages of the process.
- Polishing Techniques: Advanced methods, such as abrasive belt centerless grinding and superfinishing, can achieve mirror finishing with roughness values below 50 nm in through-feed operations.
- Specialized Wheels: Newly developed grind-polishing wheels, which utilize low-elasticity resin and special structures, are designed to combine high stock removal with fine surface finishing.
- Optimization: Surface roughness requirements limit the maximum infeed speed during the roughing stage. Furthermore, optimizing the spark-out time is necessary for achieving optimal results in roundness, roughness, and size control.
Ready to apply the precision and efficiency of centerless grinding to your manufacturing needs? SC Industries, Inc. specializes in In-feed and Thru-feed operations, achieving the tight tolerances and smooth finishes discussed here. Contact our experts today to Request A Quoteor call us at 216-732-9000 to discuss your project specifications.