Posted by on | Comments Off on What are the different types of centerless grinding?
Centerless grinding is a critical process in the manufacturing sector, known for its efficiency and precision in shaping materials. As industries evolve, understanding the various types of centerless grinding methods becomes essential for optimizing production and enhancing product quality.
In this article, we will explore the different types of centerless grinding, their applications, and how they can benefit your manufacturing processes.
Types of centerless grinding?
Through-Feed Grinding
In through-feed grinding, a workpiece is fed into the machine with two support guides so it rotates while sitting between both the regulating and the grinding wheels. This allows for a completely symmetrical construction or the production of parallel parts, including rollers and pins in aerospace equipment. Another popular use of through-feed grinding is feeding long bars between the two wheels to produce a finished bar with a precise diameter.
In-Feed Grinding
Also called plunge grinding, in-feed grinding processes are commonly used for grinding projected, formed surfaces, shoulders, and parts with complex geometries, multiple changes in diameter, and other intricate designs. In this setup, the regulating wheel radially feeds the workpiece against the grinding wheel to produce the complex final shape.
End-Feed Grinding
End-feed grinding produces tapered parts by carefully controlling the extent of the grinding process. It’s similar to through-feed grinding in that the workpiece is fed into the centerless grinding machine against the regulating wheel and grinding wheel, but the part is stopped before it can fully go through the machine. This creates a tapered grinding effect.
What is centerless grinding?
Centerless grinding is a machining process that uses abrasive cutting to remove material from a workpiece. Unlike traditional grinding methods, where the workpiece is mounted between two centers, in centerless grinding, the workpiece is supported by a work rest blade and the grinding wheel. The key components involved include:
Grinding Wheel: The primary tool used for material removal.
Work Rest Blade: Supports the workpiece during grinding.
Regulating Wheel: Controls the rotational speed and position of the workpiece.
This method is particularly important in manufacturing due to its ability to produce high volumes of precision parts with minimal human intervention.
Recent advancements in grinding wheel technology have introduced wheels designed specifically for high-speed applications, enhancing both the efficiency and lifespan of the grinding process. These specialized wheels can significantly improve material removal rates while maintaining surface quality, making them ideal for high-volume production environments.
What is plunge cut grinding?
Plunge grinding is a type of centerless grinding where the grinding wheel moves vertically down onto the workpiece. This process is especially useful for producing complex shapes and features on cylindrical parts. Is the common term used for In-Feed Grinding. The defining characteristic of plunge cut grinding is the radial feed direction of the workpiece relative to the grinding wheel
Plunge grinding applications:
Producing grooves and slots
Shaping parts with varying diameters
Advantages:
High precision for intricate shapes
Efficient for small batch production
Limitations:
Slower than other methods for larger parts
More complex setup required
Utilizing advanced CNC controls can enhance plunge grinding setups, allowing for more precise adjustments and automated processes to reduce setup time and improve overall efficiency.
What is through-feed grinding?
Through-feed grinding is a continuous process where the workpiece is fed through the grinding and regulating wheels. This method is ideal for cylindrical parts that are uniform in diameter.
Operational mechanics:
The workpiece enters the grinding zone.
The regulating wheel rotates, pulling the workpiece through.
The grinding wheel removes material as the workpiece passes through.
Incorporating automated feeding systems can further streamline the through-feed grinding process, reducing manual handling and increasing throughput. These systems can be programmed for different part sizes, enhancing flexibility in production.
What is out feed grinding?
Out-feed grinding is a variation of centerless grinding where the workpiece is ground as it exits the grinding zone. This method differs from plunge and through-feed grinding by focusing on finishing operations.
Specific applications:
Finalizing the dimensions of cylindrical parts
Achieving a smooth surface finish
Benefits of out-feed grinding:
Enhanced surface quality
Greater control over final dimensions
This method is particularly advantageous for parts requiring a high degree of accuracy and finish.
Implementing in-process gauging systems during outfeed grinding provides real-time feedback on part dimensions, allowing for immediate adjustments and ensuring that specifications are consistently met.
Which method of centerless grinding is used to produce a taper?
To achieve tapered parts in centerless grinding, specific techniques such as end-feed grinding, adjusting the angle of the work rest blade, and regulating the wheel’s position are employed. This allows for precise control over the taper angle and ensures uniform material removal.
Importance of precision in taper grinding:
Ensures proper fit in assemblies
Reduces wear and tear on mating parts
Achieving the correct taper is crucial for applications in automotive, aerospace, and other precision-dependent industries.
Utilizing simulation software can aid in the design and setup of taper grinding processes, allowing engineers to visualize and optimize the grinding parameters before actual production, thereby reducing trial-and-error setups.
What is the angle of the work rest blade for centerless grinding?
The angle of the work rest blade is a critical factor in the centerless grinding process.
The angle of the work rest blade is a critical parameter in the centerless grinding setup. The appropriate angle is often chosen or optimized depending on the specific machine configuration and desired grinding stability or accuracy.
Around 60°: This angle is stated as the value the blade is generally set at when performing an in-feed centerless grinding technique.
Around 30°: This angle was also listed as the blade angle for an infeed grinding process used in experimental validation for stability analysis
Significance of the work rest blade angle:
Affects the stability of the workpiece
Influences material removal rates and surface finish
Adjusting the angle can optimize the grinding outcome, ensuring efficient material removal and a superior finish.
Regular maintenance and calibration of the work rest blade angle can significantly impact the longevity of the grinding equipment and the quality of the finished parts. Utilizing precision measurement tools helps ensure the angle remains consistent throughout the production run.
Advanced considerations in centerless grinding
As technology advances, micro centerless grinding has emerged as a specialized method allowing for the production of extremely small and precise components. This technique is particularly useful in industries such as medical device manufacturing and electronics.
Future trends in centerless grinding:
Automation and robotics for enhanced efficiency
Advanced materials and grinding wheels for improved performance
These innovations are set to transform the landscape of centerless grinding, making it even more integral to modern manufacturing.
The integration of machine learning algorithms in centerless grinding processes facilitates predictive maintenance, identifying potential issues before they affect production to minimize downtime and enhance operational efficiency.
Discover how centerless grinding can enhance your manufacturing precision and efficiency. For expert insights and tailored solutions, connect with SC Industries at www.scindustriesinc.com. Explore our offerings and transform your approach to grinding today!
Posted by on | Comments Off on Internal Centerless grinding
Centerless grinding is recognized as a high-precision, highly efficient machining method for removing material from cylindrical workpieces, achieving tight tolerances and smooth surface finishes. Unlike conventional methods that rely on centers or chucks, the technique supports the workpiece using a work blade between a grinding wheel and a regulating wheel.
While external centerless grinding is the principal configuration, Internal Centerless grinding is a specialized variation essential for finishing inner diameters, particularly in high-volume, precision manufacturing. This article explores the unique machinery, processes, and technical parameters specific to achieving the exceptional accuracy required in Internal Centerless grinding operations.
What is Internal Grinding?
Internal grinding is a machining operation used to finish the internal surface, or bore, of a cylindrical workpiece. This internal grinding process is typically necessary for finishing features like bearing raceways or the bores of ring-shaped components, which demand high precision. Two specific methods used in this process include the 2-shoe type and the 3-roll type, both utilized for finishing rings.
What is an Internal Grinding Machine?
An Internal grinding machine is specifically designed to accommodate the setup necessary for grinding inner diameters, utilizing supporting mechanisms tailored for ring-shaped or hollow workpieces. Centerless grinding machines generally utilize either a regulating wheel or a shoe to support and control the workpiece. The specialized Internal grinding machine may employ a shoe-type work support system, or, in the case of finishing small rings, a 2-roll-shoe configuration is used.
These machines eliminate the need for chucking and centering, which allows for very fast loading and unloading of workpieces, critical for high production volumes. In some applications, a small internal centerless grinding machine may be used for ring finishing, often incorporating support methods like magnetic backing plates.
What is Internal Cylindrical Grinding?
Internal cylindrical grinding refers to the precision machining method used to finish the bore of a part, ensuring the internal diameter is perfectly cylindrical and meets demanding size and roundness tolerances. Centerless grinding, including its internal variations, is essential for manufacturing precision parts in industries such as automotive and bearings, as it allows for the mass production of interchangeable spare parts.
Regarding what is internal grinding used for, this method is particularly crucial for finishing components such as bearing raceways and fuel injector valve bodies, where high accuracy and mechanical efficiency are essential. The ability of centerless grinding to support the workpiece along its length also makes it highly effective for achieving roundness requirements that may be less than 0.5 μm.
What is the Through-Feed Centerless Grinding Process?
The Through-Feed grinding process is the method where the workpiece travels axially and continuously through the grinding zone, allowing for extremely high production rates. In this process, the regulating wheel is set at a slight angle relative to the grinding wheel, which imparts the axial feed force necessary to move straight cylindrical parts continuously through the wheels. This eliminates the need for separate feeding mechanisms and is the basis for high-volume production of pins, needles, and cylindrical rollers.
Although often associated with external grinding, this methodology is fundamental to maximizing throughput in a specialized internal centerless grinding machine setup. Productivity in through-feed operations is determined by the combination of the regulating wheel speed and the feed angle.
Which Abrasive Wheel is Used Most Often in Centerless Grinding Operations?
The choice of abrasive wheel depends heavily on the material, stock removal rate, and required surface finish, but vitrified bond wheels – specifically those using CBN (Cubic Boron Nitride) or SiC (Silicon Carbide) – are commonly utilized in precision centerless operations. For high stock removal operations, a vitrified CBN wheel can be used at high grinding speeds. For final finishing, a vitrified SiC wheel might be preferred at lower speeds to achieve the final required surface quality.
The internal grinding wheel must also be precisely managed; rotary dressing systems are applied to minimize the runout of the wheels, sometimes achieving truing accuracy of 0.1 μm. Specialized long-life resinoid wheels have also been developed to ensure process stability and high stock removal capabilities in high-throughput applications.
Which Grinding Variable Measures the Rate of Regulating Wheel Rotation in Centerless Grinding?
The rate of regulating wheel rotation in centerless grinding is measured by its rotational speed. The regulating wheel serves the crucial function of controlling the workpiece’s rotation and feed rate. The workpiece rotational speed is directly related to the regulating wheel speed (and diameter) and is a fundamental parameter governing the stability and accuracy of the process. Regulating wheel rotational speed selection is especially critical in dynamic stability analysis; for example, stability maps often plot the stable versus unstable operating regions based on the regulating wheel speed alongside workpiece height.
How Do You Calculate Grinding Speed?
Grinding speed refers to the peripheral speed of the grinding wheel and is calculated based on the wheel’s diameter and angular velocity. nd is a key parameter affecting thermal damage and the process’s overall aggressiveness. For instance, in one calculation used for predicting grinding power, the grinding wheel peripheral speed is integrated alongside parameters like infeed speed and the width of cut.
What Are the Angles for Centerless Grinding?
The primary angles defining the geometric setup in Centerless Grinding are the workrest blade angle and the center-height angle, which determines the workpiece center’s position relative to the wheel centerline. The Workblade angle, also referred to as the blade tilt angle, is a critical set-up variable that influences both geometric stability (lobing) and the workpiece’s bending during grinding. Similarly, the workpiece position is defined by the center-height angle, a very critical parameter affecting accuracy and stability. In through-feed operations, the regulating wheel also uses a slight angle to the grinding wheel axis to generate the axial feed motion.
Conclusion
Internal cylindrical grinding performed using centerless methods provides a unique solution for achieving ultra-precision finishes and tight dimensional control required for components like rings and bearing bores. By eliminating chucking and exploiting the self-centering geometry, the internal centerless grinding machine ensures high productivity, often achieving roundness accuracy below 0.5 μm and drastically reducing cycle times.
Achieving these exceptional results requires expert knowledge of complex technical variables, including geometric angles, wheel composition, and stability parameters. We invite you to leverage our specialized expertise and advanced machinery for your most demanding precision component needs. Call 216-732-9000 or Request Quote / Contact Centerless Grinding today.
Posted by on | Comments Off on What are the advantages of centerless grinding?
Centerless grinding is a pivotal manufacturing process that has gained traction across multiple industries due to its efficiency and consistent precision. As businesses strive for efficiency and precision, understanding the benefits of centerless grinding becomes essential.
This article explores the core advantages of centerless grinding, focusing on its precision, tolerances, and applicability to different materials.
What is centerless grinding?
Centerless grinding is a machining process that grinds cylindrical parts without a fixed center. Unlike traditional grinding methods, in which the workpiece is held between centers, centerless grinding uses a combination of a grinding wheel and a regulating wheel. This setup allows for continuous rotation and movement of the workpiece, resulting in enhanced efficiency and productivity.
The key difference between centerless grinding and traditional grinding methods lies in the absence of a central support or holding fixture. This allows for a more streamlined operation, reducing the time and effort required for setup and execution. Additionally, centerless grinding roundness issues are minimized, as the process inherently promotes uniformity and consistency in the finished product.
Key Applications of Centerless Grinding
Centerless grinding is particularly advantageous in high-volume production settings. Industries such as automotive and aerospace benefit from its ability to produce large quantities of parts with uniform quality. Additionally, it is well-suited for manufacturing components like shafts, pins, and rollers, where precision is critical.
How accurate is the grinding process?
Centerless grinding can achieve exceptionally high precision, making it a preferred method for applications requiring tight, repeatable tolerances. Tolerances can be as tight as around ±0.0001 inches, depending on the material and specific setup.
Several factors influence accuracy in the grinding process, including:
Wheel selection: The type and condition of the grinding wheel can meaningfully impact the precision of the grind.
Feed rate: The centerless grinding feed rate calculation is crucial, as it determines how quickly material is removed and affects overall accuracy.
Regulating wheel pressure: Pressure applied by the regulating wheel can influence the stability and alignment of the workpiece during grinding.
Advanced Technologies in Centerless Grinding
Recent technology advancements have further enhanced the accuracy of centerless grinding. The integration of computer numerical control (CNC) systems enables more precise adjustments and monitoring of the grinding process, leading to improved consistency and reduced human error. Modern high-end centerless grinders now incorporate Industry 4.0 capabilities, featuring real-time monitoring systems that automatically adjust grinding parameters and can reduce scrap rates by up to 40%.
What is the tolerance of centerless grinding?
Typical tolerances achievable in centerless grinding range of ±0.001 inches. This level of precision is often superior to that achieved through other grinding methods, such as surface grinding or cylindrical grinding. The ability to maintain such tight tolerances makes centerless grinding particularly beneficial for industries that require high levels of accuracy, such as aerospace, automotive, and medical device manufacturing.
When comparing tolerances, centerless grinding stands out for its capability to consistently produce parts with minimal variation, successfully addressing common centerless grinding roundness issues that may arise in other methods.
Comparative Analysis of Tolerances
In comparison to traditional grinding methods, centerless grinding not only excels in achieving tighter tolerances but also in maintaining them over long production runs. This consistency is critical for applications where parts must precisely fit together, such as in assembly lines for complex machinery.
Can you centerless grind aluminum?
Centerless grinding can be efficiently used on aluminum, although there are some special considerations to keep in mind. Aluminum is a softer material, which means that the grinding process must be carefully managed to avoid excessive wear on the grinding wheel.
Key considerations for centerless grinding aluminum include:
Wheel selection: Using the right abrasive material is crucial for efficient grinding of aluminum.
Cooling methods: Employing a coolant can help manage heat generation during the grinding process, preventing damage to both the workpiece and the wheel.
Feed rate adjustments: It may be necessary to adjust the feed rate to optimize the grinding process for aluminum’s unique properties.
Benefits of Centerless Grinding for Aluminum Parts
Centerless grinding is particularly advantageous for aluminum components due to its ability to produce smooth finishes and tight tolerances. This is essential in industries where lightweight materials are preferred, such as in aerospace and automotive applications.
Is centerless grinding hard?
While centerless grinding offers numerous advantages, it also presents certain challenges. The process requires a high level of operator skill and precise machine setup to achieve optimal results. Operators must have a deep understanding of the machinery, the materials being worked on, and the specific requirements of the grinding process.
Challenges associated with centerless grinding include:
Alignment: Ensuring proper alignment of the grinding and regulating wheels is critical for achieving the desired precision.
Setup time: Although centerless grinding can be efficient in operation, initial setup can be time-consuming and requires meticulous attention to detail.
Training and Skill Development
To mitigate these challenges, investing in operator training and skill development is essential. Understanding the intricacies of the machinery and the grinding process can lead to better outcomes and reduced downtime.
What are the features of the regulating wheel in centerless grinding?
The regulating wheel plays a vital role in the centerless grinding process. It serves multiple functions, including controlling the speed of the workpiece and maintaining its position during grinding.
Key features of the regulating wheel include:
Feed rate control: The regulating wheel directly influences the feed rate of the workpiece, impacting the amount of material removed during grinding.
Accuracy enhancement: By maintaining consistent pressure and alignment, the regulating wheel helps improve the overall accuracy of the grinding process.
Innovations in Regulating Wheel Design
Recent innovations in regulating wheel design have focused on enhancing grip and reducing wear. Advanced materials and surface treatments are now available, which can prolong the life of the wheel and improve grinding efficiency. For example, the integration of IoT-enabled predictive maintenance has decreased machine downtime by approximately 30% in leading manufacturing facilities.
Understanding the role of the regulating wheel centerless grinding is essential for optimizing the grinding process and achieving the desired results.
Conclusion
Centerless grinding provides unmatched precision, speed, and material versatility for high-tolerance manufacturing. Its consistent performance makes it indispensable for industries demanding superior component quality in modern production environments.
Ready to elevate your machining processes? Contact us today to stay informed about the best practices in centerless grinding and beyond!
Posted by on | Comments Off on Types of Centerless Grinding
Centerless Grinding is a high-precision, high-efficiency manufacturing method that dramatically reduces cycle times by eliminating clamping and centering operations, making it essential for mass production industries such as automotive and bearings. At its core is the unique configuration of the grinding wheel, the regulating wheel, and the work support blade, which dictates how the workpiece is fed and shaped.
This technology has the unique ability to process cylindrical components without the need to clamp the workpiece between centers or in a chuck. This eliminates significant idle times and enables continuous production flow. The workpiece is supported solely by three points of contact: the grinding wheel that removes material, the regulating wheel that controls rotation and feed speed, and the work support blade that provides geometric stability. This configuration ensures dimensional precision while maintaining extraordinarily high production rates.
The method offers significant advantages over conventional center-type grinding: the elimination of workpiece deflection issues caused by clamping forces, the ability to grind the entire length of the part in a single pass, and the capacity to handle both very small and very long components with equal effectiveness. The continuous support provided by the three-point contact system prevents vibration and ensures consistent roundness throughout the grinding process, making it ideal for producing components where concentricity and surface finish are critical requirements.
Understanding the different forms and methodologies of centerless grinding is key for achieving optimal productivity and adherence to precision requirements, such as those involving precise tolerance and micro-finish typical for high-reliability components. These parameters are characteristic of precision components such as bushings, precision shafts, pins, and rollers used in critical applications. The correct selection of the grinding method—whether through-feed for long, uniform parts or in-feed (plunge) for complex geometries with diameter changes—determines both the final quality and economic efficiency of the manufacturing process.
What are the different types of centerless grinding machines?
The distinction between the twotypes of centerless grinding machine generally hinges on the direction of the workpiece feed relative to the grinding wheel, classifying them as either through-feed or in-feed (plunge) grinding. As the most widely used in industry, these methods govern how the workpiece is supported and advanced during the grinding process. Other specialized classifications include tangential feed and end-feed grinding machines, developed for specific part geometries or feeding mechanisms.
Through-feed grinding is characterized by the continuous axial movement of the workpiece across the grinding wheel face supported by two guides, allowing for high productivity in producing parallel parts, pins, rollers, or long bars with a precise diameter. Conversely, in-feed grinding, also known as plunge grinding, uses the regulating wheel to feed the workpiece radially against the grinding wheel to shape components with complex designs, shoulders, or multiple diameter changes. These two main operational modes in summary comprise what are the different types of centerless grinding machine.
Grinding Method
Feed Direction
Primary Application
Production Volume
Through Feed
Axial (continuous)
Long, straight, uniform parts (pins, shafts)
Very High
Infeed (Plunge)
Radial (intermittent)
Projected, complex profiles, shoulders, tapers
High
What are the different types of grinding wheels?
Selecting the correct wheel is paramount for process stability and avoiding issues like regenerative chatter. Since centerless grinding uses very wide grinding wheels, the wheel’s structural integrity and dynamic balance are essential for maintaining the required precision.
Therefore, answering what are the different types of centerless grinding wheel involves examining the complex interaction of abrasive material (e.g., CBN, SiC), grain size, and bond (e.g., vitrified or resinoid) used to handle the high stock removal rates necessary for high-volume production.
The numerous classifications for what are the different types of grinding wheel are typically organized by the wheel’s abrasive material, the bonding agent that holds the abrasive grains, the grit size, the grade (or hardness), and the structure (density). These characteristics collectively dictate the wheel’s performance, stock removal capability, and suitability for specific workpiece materials and processes.
Abrasive Material: Common materials include aluminum oxide (for steel and hardened alloys), silicon carbide (for hard, brittle materials like ceramics), and super-abrasives such as Cubic Boron Nitride (CBN) and diamond.
Bond Type: The bonding agent (such as vitrified, resinoid, or metal) determines the wheel’s strength and heat resistance, which in turn influences the grinding forces and wheel wear. Vitrified bonds are widely used for high-precision, high-speed grinding.
Grade (Hardness): This denotes how tightly the bond holds the abrasive grains. Grades are often represented by letters, where softer wheels (like H, I, J) release dull grains readily, and harder wheels (like L, V, X) retain them longer, impacting cutting stiffness and energy partitioning.
Structure: This refers to the spacing between the abrasive grains, influencing chip clearance and material density.
What are the different types of surface grinders?
Surface grinders are generally machine tools used to produce a smooth finish on flat surfaces, broadly classified by the configuration of their spindle and table. The most common designs are the horizontal-spindle reciprocal table type and the vertical-spindle rotary table type, each suited for different dimensions and production volumes.
The horizontal-spindle reciprocal table configuration features a grinding wheel mounted on a horizontal axis, with the workpiece secured to a table that moves back and forth beneath the wheel. This design is key at processing flat surfaces and is widely used for precision grinding operations where tight tolerances and excellent surface finishes are required. The vertical-spindle rotary table type, conversely, positions the grinding wheel vertically with a rotating worktable, allowing for efficient grinding of larger surface areas particularly suitable for high-volume production environments.
Centerless grinding innovations include specialized configurations such as installation of a compact centerless grinding unit consisting of an ultrasonic elliptic-vibration shoe and a blade, onto the worktable of a surface grinder to perform in-feed operations. This adaptation provides an alternative, lower-cost centerless grinding method, particularly beneficial for large-variety and small-volume production needs.
This hybrid approach bridges the gap between traditional surface grinding and dedicated centerless grinding machinery, offering manufacturers flexibility without requiring substantial capital investment in standalone centerless grinding equipment. The integration demonstrates how centerless grinding principles—specifically the in-feed or plunge grinding methodology—can be adapted to existing surface grinder platforms.
By utilizing the precision positioning capabilities of the surface grinder’s worktable combined with the specialized centerless grinding unit, manufacturers can achieve the benefits of centerless grinding, such as eliminating clamping operations and reducing cycle times, while maintaining the versatility of their surface grinding equipment. This configuration is especially advantageous for job shops and facilities that handle diverse part geometries and smaller production runs, where the investment in dedicated through-feed or in-feed centerless grinding machines might not be economically justified.
What are the methods of grinding?
The principal methods of grindingcylindrical workpieces are categorized based on how the workpiece is supported and how relative motion is achieved between the wheel and the workpiece. These primarily consist of center-type, internal, and centerless grinding. Centerless grinding itself offers a distinct through-feed grinding process and in-feed (plunge) techniques, along with end-feed variations.
The through-feed grinding machine uses a continuous process where the workpiece moves axially between the grinding and regulating wheels, offering immense productivity for long, straight parts like pins and shafts. In contrast, the plunge (in-feed) method is stationary in the axial direction, with the regulating wheel feeding the part radially against the grinding wheel, essential for shaping parts with multiple changes in diameter or complex forms. End-feed grinding is employed specifically for producing tapered parts, where the axial feed motion is stopped before the part fully traverses the grinding zone. These different methods allow the customization of the grinding operation to specific geometric and production requirements.
How to calculate grinding wheel consumption?
Grinding wheel consumption, closely related to determination of the rate of grinding wheel wear during operation, is primarily quantified using the Grinding ratio. This is the volumetric ratio of the material removed from the workpiece to the volume of wheel material consumed during the grinding process. For efficient operation, a high G-ratio (low consumption) is generally desired, though the ideal consumption rate is balanced against the requirements for workpiece quality, such as surface roughness and thermal damage.
The calculation of wheel wear and its subsequent consumption is highly dependent on process variables which influence the metal removal parameter, utilized in determining cutting stiffness. This parameter depends on variables such as wheel speed, workpiece hardness, dressing lead, and dressing depth, demonstrating the technical complexity involved in modeling wheel behavior. It has been experimentally determined, for instance, that during the centerless grinding of steel components, the burning threshold temperature for thermal damage can safely be set below 650°C. Exceeding this limit requires careful calculation and management of the roughing in-feed speed to prevent excessive wheel wear or thermal damage to the workpiece.
What are the characteristics of a grinding wheel?
The core performance of a grinding wheel is intrinsically tied to eight key characteristics: abrasive type, grit size, grade, structure, bond type, wheel diameter, wheel width, and wheel speed. These characteristics must be carefully specified to ensure high-precision metal removal, particularly in intensive operations like centerless grinding.
Characteristic
Definition & Impact
Source Example
Abrasive Type
Material of the cutting grains (e.g., diamond, CBN, aluminum oxide).
Influences workpiece material compatibility.
Grit Size (d)
Size of the abrasive grains (smaller size yields better finish).
Defined by mesh number.
Grade (H)
Hardness, determining bond strength and grain retention.
Grades are indexed (e.g., H, I, J, K, L).
Structure (S)
Density and spacing of the abrasive grains.
Impacts chip clearance and density.
Bond Type (Vol)
Material holding the abrasive grains together (e.g., vitrified, resinoid).
Volume percent of bond material.
Wheel Designation
Complete specification combining characteristics.
Wheel designations such as NAXOS 77 A80LVX were used in experimental tests.
The proper alignment of these characteristics ensures that the wheel provides the necessary cutting stiffness and minimizes instability during the process.
Plunge grinding vs traverse grinding
Plunge grinding vs traverse grinding refers to the operational difference between in-feed (plunge) and through-feed (traverse) centerless grinding methods, fundamentally distinguishing between radial and axial material removal strategies. Plunge grinding, or in-feed grinding, involves feeding the workpiece radially into the grinding wheel using the regulating wheel until the desired size or profile is achieved, often used for complex components or shoulders. Traverse grinding, or through-feed grinding, moves the workpiece continuously along the grinding wheel’s width (axially), offering very high throughput rates for uniform, long parts like pins and rollers.
In plunge grinding, the grinding wheel and regulating wheel remain axially fixed relative to the workpiece, making it suitable for forming intricate geometries. In contrast, traverse grinding relies on setting the regulating wheel at a slight angle to the grinding wheel to generate the axial feeding force. A key consideration in both methods is process stability; centerless grinding is prone to both geometric and dynamic instabilities. Dynamic instabilities (chatter) are generally more severe than geometric instabilities in centerless grinding, making the careful selection of speeds and feed rates critical in both plunge and traverse applications.
Ready to optimize your centerless grinding operations? Whether you need throughfeed grinding for high-volume production or infeed grinding for complex geometries, our expert team at SC Industries can help you achieve the precision and efficiency your applications demand. Request a quote today and discover how our advanced centerless grinding solutions can reduce your cycle times, eliminate costly setups, and deliver the tight tolerances and superior surface finishes your components require.
Posted by on | Comments Off on Advantages of Centerless Grinding
Centerless grinding is an innovative machining process that enhances efficiency and precision in manufacturing. This article delves into the advantages of centerless grinding, exploring its fundamental principles, applications, and benefits. By understanding the intricacies of this process, manufacturers can optimize their production capabilities and achieve superior results.
What is Centerless Grinding?
Centerless grinding is a method of grinding cylindrical parts without the need for a fixed center. The process involves placing the workpiece between two grinding wheels: a grinding wheel and a regulating wheel. The grinding wheel removes material, while the regulating wheel controls the rotation and linear movement of the workpiece.
Key components involved in the process include:
Grinding Wheel: The primary tool that removes material from the workpiece.
Regulating Wheel: Controls the speed and feed of the workpiece.
Work Rest Blade: Supports the workpiece during grinding.
Understanding what is the centerless grinding process allows manufacturers to leverage its unique advantages effectively. This method is particularly beneficial for producing precision hardened metal bushings and components, where tight tolerances are critical.
What are the Basics of Centerless Grinding?
The fundamental principles of centerless grinding revolve around the ability to grind parts without the need for a central fixture, allowing for continuous production. The primary types of centerless grinding methods are:
Through-feed grinding: Suitable for cylindrical parts that are fed through the machine.
In-feed grinding: Used for parts that require a more complex profile.
End-feed grinding: Produces tapered parts by carefully controlling the extent of the grinding process. It’s similar to through-feed grinding in that the workpiece is fed into the centerless grinding machine against the regulating wheel and grinding wheel, but the part is stopped before it can fully go through the machine.
While there are numerous advantages and disadvantages of centerless grinding, the benefits often outweigh the drawbacks, particularly in high-volume applications. The ability to achieve extremely tight tolerances as low as ±0.0004″ or ±0.0005″, and micro-finishes down to 8-16 micro is a significant advantage in industries that demand high precision.
What Does a Centerless Grinder Do?
A centerless grinder functions by maintaining the workpiece’s position as it rotates between the grinding and regulating wheels. This method differs from traditional grinding methods, where the workpiece is held in a fixed position.
The versatility of centerless grinding makes it a preferred choice for many manufacturers, including centerless grinding wheel manufacturers. Additionally, SC Industries, Inc. leverages its 75+ years of experience in producing precision components to ensure that the centerless grinding process is optimized for durability and performance.
The integration of multi-axis CNC technology enhances the capabilities of centerless grinding, allowing for complex geometries and configurations. This is particularly advantageous for specialized applications such as oil-grooving with custom configurations, which can be seamlessly incorporated into the grinding process.
Moreover, the ISO 9001:2015-certified quality system at SC Industries, Inc. ensures that all centerless grinding operations adhere to stringent quality controls, resulting in a low defect rate. This commitment to quality is further supported by comprehensive inspection protocols. Every component undergoes rigorous metrology and inspection processes, ensuring they meet the exacting standards required by OEMs and heavy-duty industrial applications.
The ability to produce hardened and ground bushings and bearings with precision heat treating and induction hardening processes further enhances the performance characteristics of components manufactured through centerless grinding. These processes ensure that the final products can withstand high loads, friction, and wear, making them ideal for demanding environments.
In summary, the advantages of centerless grinding extend beyond mere efficiency. By integrating advanced technologies and adhering to strict quality standards, manufacturers can achieve superior results that align with the needs of heavy-duty industries. The combination of multi-axis CNC, specialized grinding techniques, and a commitment to quality positions SC Industries, Inc. as a leader in the production of precision components.
What is the Advantage of Centerless Grinding?
Centerless grinding offers several key advantages that make it a preferred choice in precision manufacturing:
Increased Efficiency: The continuous “through-feed” process allows for rapid part processing without the need for manual loading or centering, significantly reducing cycle times. When selecting equipment, understanding the centerless grinding wheel price and overall cost of operation is essential for optimizing your manufacturing budget.
Enhanced Precision: Centerless grinding achieves tight tolerances, often as low as ±0.0004″ or ±0.0005″, ensuring high-quality output.
Improved Surface Finish: The process can achieve smoother surface finishes, enhancing the overall quality of the components. These benefits make centerless grinding a powerful tool in precision manufacturing.
What is the Advantage of Using a Centerless Grinding Machine for High Volume Production?
Centerless grinding machines are particularly advantageous for high-volume production due to their efficiency and cost-effectiveness:
Improved Production Rates: The continuous nature of the process allows for faster throughput compared to traditional methods.
Cost-Effectiveness: Reduced setup times and increased automation lead to lower operational costs in high-volume scenarios.
The in-feed grinding process can be tailored to accommodate various part sizes and shapes, further enhancing production efficiency. With over 75 years of experience in producing precision hardened metal components, SC Industries, Inc. leverages advanced multi-axis CNC capabilities to optimize production processes, ensuring that components meet stringent specifications consistently.
Can You Centerless Grind a Taper?
Yes, it is feasible to centerless grind a taper, although specific adjustments are required. Taper grinding using centerless methods involves:
Adjust the height of the work rest blade to achieve the desired taper angle.
Modifying the position of the regulating wheel to control the feed rate effectively.
These adjustments ensure that the taper is ground accurately while maintaining the benefits of centerless grinding. Utilizing our precision heat treat processes in conjunction with taper grinding can enhance the durability of the components, ensuring they withstand the rigors of heavy-duty applications.
What are the Parameters of Centerless Grinding?
Key parameters that affect centerless grinding performance include:
Center Height: The optimal height of the workpiece relative to the grinding wheels.
Wheel Speed: The rotation speed of the grinding wheel, impacting material removal rates.
Grit Size: The size of the abrasive particles on the grinding wheel influences the surface finish.
Optimizing these parameters is crucial for achieving the best results in centerless grinding. For example, using a centerless grinding center height formula helps determine the ideal setup for specific applications. Additionally, a grinding wheel grit size chart assists in selecting the appropriate wheel for the desired finish.
SC Industries, Inc. employs comprehensive inspection equipment to monitor these parameters, ensuring compliance with our ISO 9001:2015-certified quality system, which boasts low defect rates and rigorous metrology controls.
Surface Grinding Speeds and Feeds
The relationship between surface grinding speeds and feeds is critical in optimizing the grinding process:
Speeds: Higher speeds can enhance material removal rates but may lead to increased wear on the grinding wheel.
Feeds: The feed rate must be balanced to ensure effective material removal without compromising surface quality.
Understanding these factors is essential for maximizing the efficiency of the grinding operation. Our in-house capabilities for centerless and internal grinding allow us to fine-tune these variables, ensuring our components not only meet but exceed industry standards.
Conclusion
Centerless grinding is an invaluable technique in the realm of precision manufacturing; especially for high-volume production. The advantages of increased efficiency, enhanced precision, and improved surface finish make it a preferred choice for OEMs and industrial heavy-equipment manufacturers. By leveraging over 75 years of experience, a certified quality system, and advanced manufacturing capabilities, SC Industries, Inc. stands ready to meet the exacting demands of the market.
For detailed insights into optimizing your centerless grinding processes, visit SC Industries, Inc. at scindustries.com. Explore our technical resources and discover how our expertise can enhance your manufacturing operations.
Posted by on | Comments Off on Centerless Grinding
Centerless grinding is a highly efficient and precise machining process used to remove material from cylindrical workpieces, achieving tight tolerances and smooth surface finishes. The method became necessary in 1917 due to the automotive industry’s demand for precision parts at high production volumes. Its unique capabilities immediately impressed the industry, providing interchangeability of spare parts and tightening the tolerances on components like auto engine piston pins from 12.5 μm to 2.5 μm by 1925.
It has since become a standard process across various industries, particularly automotive and bearings. If you are interested in optimizing the setup for this high-precision technology, explore our comprehensive guide to discover best practices, innovative techniques, and expert insights to elevate your manufacturing processes.
What does centerless grinding mean?
Centerless grinding is a high-precision machining operation that removes material from cylindrical workpieces without relying on centers, chucks, or fixtures to hold the part, differentiating it from traditional grinding methods.
The basic principles center around the workpiece being supported by a work blade while constrained between two rotating wheels: the grinding wheel and the regulating wheel. This unique work-holding and drive mechanism provides high precision and efficiency during production.
The fundamental principle of centerless grinding is ancient, tracing back to the first attempts to hold a cylindrical object against a grinding wheel using a block of wood. The modern configuration was first established by Heim in 1917, who substituted the stationary wooden block for a powered regulating wheel. Heim also introduced the work blade, which holds the workpiece in a position slightly above the centerline between the grinding and regulating wheels, a critical parameter known as the center-height. This configuration eliminated the need for chucking and rotational driving, drastically improving the speed of workpiece loading and unloading, productivity, and grinding accuracy.
What is the centerless grinding process?
The centerless grinding process involves constraining the workpiece on a work blade between a high-speed grinding wheel and a slower, controlled regulating wheel, whose interaction dictates the material removal and feed rate.
The role of the centerless grinding machine and its components is crucial for successful operation. The process involves several defined steps:
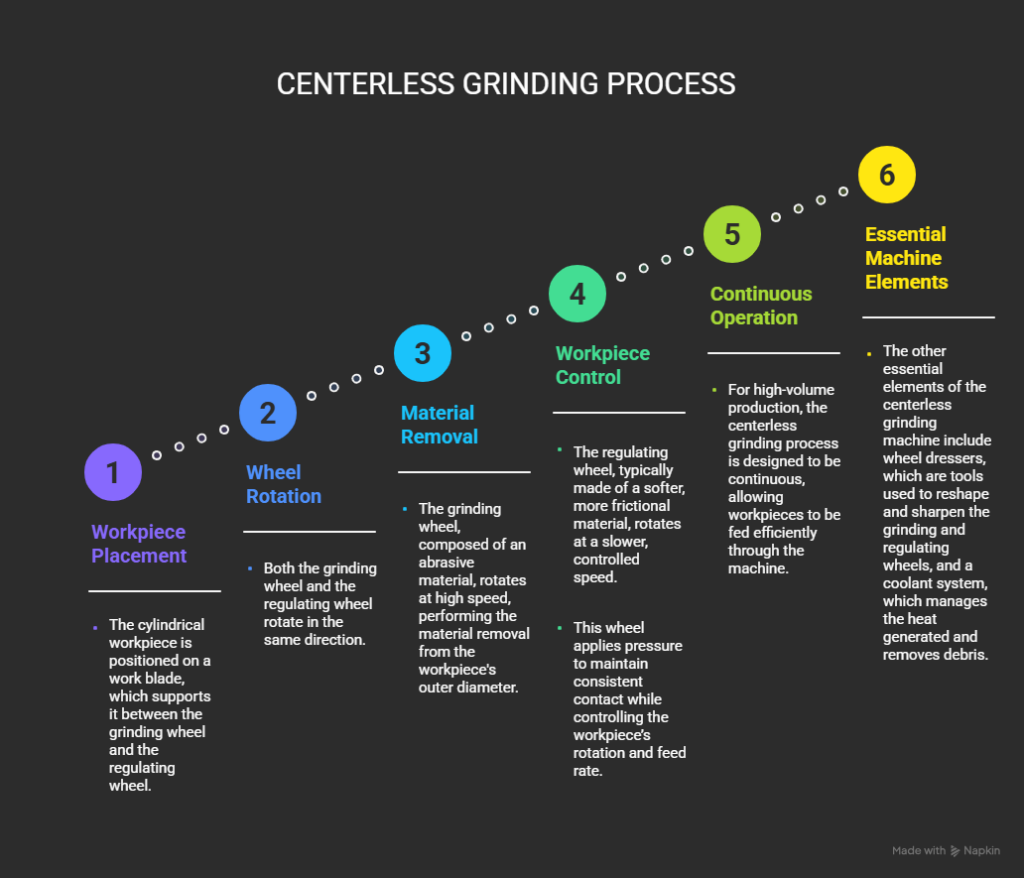
Workpiece Placement: The cylindrical workpiece is positioned on a work blade, which supports it between the grinding wheel and the regulating wheel.
Wheel Rotation: Both the grinding wheel and the regulating wheel rotate in the same direction.
Material Removal: The grinding wheel, composed of an abrasive material, rotates at high speed, performing the material removal from the workpiece’s outer diameter.
Workpiece Control: The regulating wheel, typically made of a softer, more frictional material, rotates at a slower, controlled speed. This wheel applies pressure to maintain consistent contact while controlling the workpiece’s rotation and feed rate.
Continuous Operation: For high-volume production, the centerless grinding process is designed to be continuous, allowing workpieces to be fed efficiently through the machine.
The other essential elements of the centerless grinding machine include wheel dressers, which are tools used to reshape and sharpen the grinding and regulating wheels, and a coolant system, which manages the heat generated and removes debris.
What are the methods of centerless grinding?
The main feed methods of centerless grinding are through-feed grinding, in-feed centerless grinding process (or plunge grinding), and end-feed centerless grinding. These methods are selected based on the specific geometry and production needs of the workpiece.
Through-feed grinding is the method of choice for straight cylindrical parts.
Process: The regulating wheel is slightly angled. This angle generates an axial thrust that causes the workpiece to move continuously through the grinding wheels. This continuous movement eliminates the need for separate feeding mechanisms, supporting high-volume production.
Applications: This method is highly suitable for continuous, high-volume production of components such as pins, needles, cylindrical rollers, and tapered rollers. Advanced through-feed grinding technology is capable of producing rollers with roundness accuracy of 0.1–0.3 μm at high throughputs (250–350 pieces/min).
The In-feed centerless grinding process (plunge grinding) is used for complex parts or those having discontinuous features.
Process: The workpiece is fed radially, or plunged, into the grinding wheel to a specific depth. The grinding and regulating wheels may be dressed or shaped to match the desired profile, accommodating features like shoulders, tapers, or multiple diameters.
Applications: Plunge grinding is used for grinding multi-diameter or profiled workpieces. The In-feed centerless grinding process is capable of producing rollers with 0.1 μm size control.
End feed centerless grinding is reserved primarily for tapered workpieces.
Process: The workpiece is fed axially into the machine until its travel is stopped by a fixed point. The grinding occurs, and then the workpiece is removed in the opposite direction.
Applications: Tapered shafts or parts where an axial stop is necessary to control the geometry are common uses.
What are the types of centerless grinding?
The types of centerless grinding are classified based both on the physical orientation of the machine structure, and the feed methods utilized.
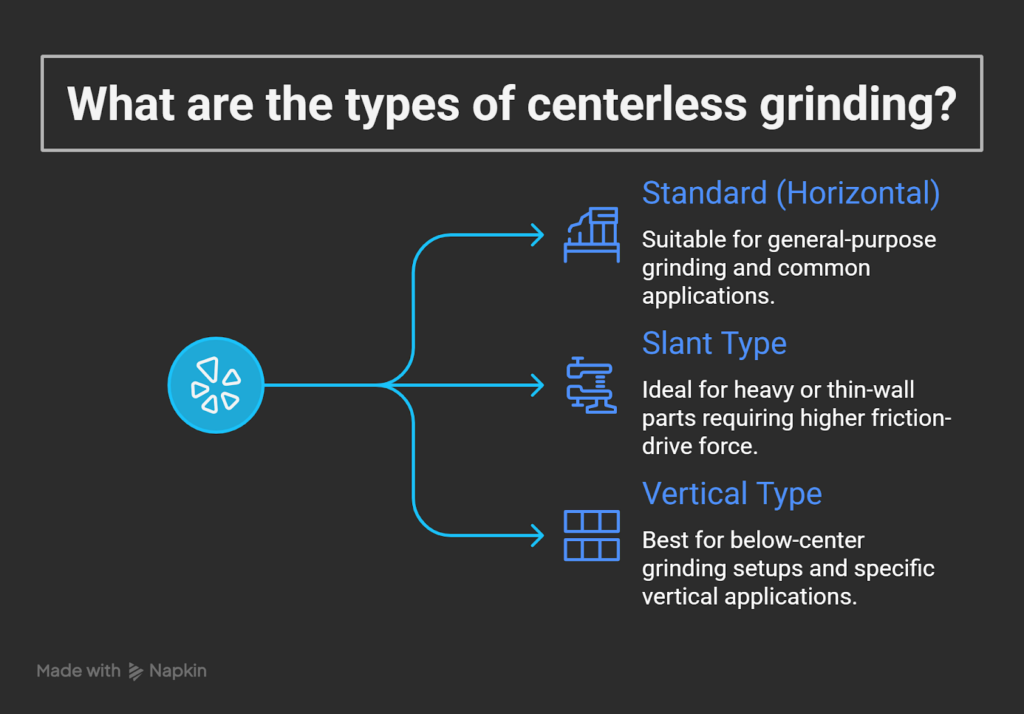
The common types of centerless grinding based on machine structure orientation are:
Standard (Horizontal) Type: The conventional and most common machine configuration.
Slant Type: Machines where the grinding components are arranged on a slant. These are suitable for grinding heavy parts or thin-wall light parts due to the regulating wheel providing a higher friction-drive force necessary for work rotation.
Vertical Type: Machines where the spindle axes are vertically oriented. These are typically set up in below-center conditions.
Additionally, centerless grinding can be categorized by the work supporting methods:
Shoe Type: Includes 2-shoe type for external or internal grinding. Shoe-type centerless grinders have been widely employed for external or internal grinding of rings.
Double Disk Type: Used for external disk centerless grinding.
How accurate is centerless grinding?
Centerless grinding provides highly accurate results. Even nanometer-order precision is achievable with specialized techniques, and is a goal for next-generation machines. Precision centerless grinding is characterized by tight tolerances and exceptionally smooth surface finishes. The system offers an inherent advantage in accuracy being that positioning inaccuracies of the machine affect the workpiece diameter variation by only half.
However, achieving high accuracy depends heavily on understanding and mitigating inherent process instabilities:
Regenerative Chatter:Precision Centerless grinding is constrained by self-excited vibrations (chatter) that occur during machining, limiting the achievable tolerances in the workpieces. Chatter is a dynamic instability common to all grinders.
Geometric Lobing: This geometrical instability is distinct to centerless grinding, occurring because the workpiece rotates without fixed points. The workpiece suffers a radial displacement as surface irregularities contact the work blade and regulating wheel, causing it to oscillate and produce a lobed surface (out-of-roundness). Geometric instabilities must be analyzed together with dynamic instabilities.
Modeling for Stability: To predict stable operating conditions, the regenerative mechanism responsible for these vibrations must be accurately modeled. Modeling the centerless grinding process involves combined dynamic and geometric mechanisms. Dynamic instabilities tend to be more severe than geometric instabilities.
Elasticity Parameter: Final accuracy is also determined by elastic deformation of the system during grinding. This is measured by the machining elasticity parameter, which relates the true depth of cut to the apparent depth of cut. Simulation models must incorporate this parameter to reliably predict roundness evolution.
Process Parameter Optimization: Modeling and simulation studies show that higher machining accuracy (smaller roundness error) can be achieved by setting up conditions with a lower grinding wheel feed rate, larger stock removal, and faster workpiece rotational speed.
What are the disadvantages of centerless grinding?
The main disadvantages of centerless grinding derive from its reliance on a unique, center-free support system, which makes the process highly susceptible to specific instabilities and challenging to set up.
The primary focus of centerless grinding troubleshooting revolves around managing these issues:
Setup Complexity: The method is very sensitive to setup conditions. It is complex and time-consuming to change over from one part to the next. Future demands require simplified and flexible setup procedures.
Geometric Instabilities (Lobing): The unclamped nature of the workpiece allows geometric lobing to occur, leading to out-of-roundness. This instability would occur even if the centerless grinding machine were infinitely rigid.
Dynamic Instabilities (Chatter): Regenerative chatter limits productivity and achievable tolerances due to violent, self-excited vibrations. Chatter is pronounced in centerless grinding because it uses wider grinding wheels prone to work regenerative type chatter vibration.
Work Rotation Instability (Spinning): This occurs when the regulating wheel is unable to maintain the rotation of the workpiece at the intended peripheral velocity. Spinning refers to the sudden acceleration of the workpiece rotational speed towards the peripheral velocity of the grinding wheel caused by the lack of sufficient retention from the regulating wheel. Centerless grinding troubleshooting models predict the maximum grinding force that can be applied without causing spinning.
Flat Band: Flat band is an initial roundness error on the surface of the workpiece created by the initiation of grinding without work rotation.
How is centerless grinding different from cylindrical grinding?
Centerless grinding differs fundamentally from cylindrical grinding because it supports the workpiece externally using a work blade, the grinding wheel, and the regulating wheel. Cylindrical grinding in contrast relies on fixed centers or chucks to hold and rotate the part.
Key differences between the two methods include:
Work Holding: In centerless grinding, the workpiece is supported on a work blade and constrained between the two rotating wheels; no fixed centers or chucks are used. Cylindrical grinding requires the workpiece to be held and driven axially between centers or by a chuck.
Efficiency/Speed:Centerless grinding eliminates clamping and centering operations, allowing for faster loading and unloading that result in lower cycle times.
Workpiece Deflection: The continuous support of the workpiece along its length in centerless grinding eliminates the risk of deflection, making it suitable for long or slender parts.
Accuracy Impact: Positioning inaccuracies of the machine tool affect the workpiece diameter variation by only half in centerless grinding, whereas in cylindrical grinding, positioning inaccuracies have a direct (full) effect on the diameter variation.
Stability Concerns:Centerless grinding is prone to geometric lobing, dynamic chatter, and spinning. Cylindrical grinding is primarily concerned with dynamic chatter.
The ability of centerless grinding to achieve high production rates for large volumes of parts is a major advantage over cylindrical grinding.
What are the limitations of centerless grinding?
The limitations of centerless grinding are primarily technical, focusing on geometric constraints, thermal management, and the necessity of rigorous process optimization to maintain quality and stability.
These limitations affect the choice of grinding method, particularly in high-productivity environments:
Process Instability Management: The necessity to solve the characteristic instabilities—geometric lobing, chatter, and work rotation instability (spinning)—makes optimal setup difficult.
Thermal Constraints: During aggressive grinding, the maximum roughing infeed speed is limited by the risk of thermal damage (burning). The thermal damage limit power is set by a critical temperature threshold for the workpiece material.
Machine Power Limits: The grinding power must not exceed the machine’s nominal spindle power, which constrains the maximum roughing infeed speed.
Grinding Aggressiveness and Wear: Acceptable limits on grinding aggressiveness must be observed to avoid situations that cause excessive wheel wear or collapse. This aggressiveness is based on parameters like infeed speed and workpiece rotational speed.
Part Geometry Limitations: Centerless grinding is best suited for cylindrical shapes and is generally not used for parts that are non-cylindrical or have interrupted surfaces. Additionally, physical interference between the grinding wheel and the blade limit the maximum applicable workpiece height, especially for small diameter parts.
Why is it called centerless grinding?
The term “centerless grinding” is derived from the fundamental mechanism allowing the workpiece to be ground without the use of fixed centers, chucks, or supporting fixtures typically required in conventional cylindrical machining.
The implications of this term are central to the process’s function and efficiency:
Support Mechanism: The term highlights that the cylindrical workpiece’s position and rotation are maintained entirely by external contacts: the high-speed grinding wheel, the control-oriented regulating wheel, and the stationary work blade.
Kinematic Freedom: This work holding method eliminates the time and complexity associated with centering and clamping, which drastically improved production speed and accuracy when it was developed.
Instability Origin: Conversely, the “centerless” nature introduces geometric instability (lobing) because the workpiece is not rigidly constrained.
Centerless grinding applications and centerless grinding surface finish
Centerless grinding applications are ubiquitous across industries demanding high precision, leveraging the process’s ability to handle high volumes while achieving superior dimensional control and excellent centerless grinding surface finish.
Centerless grinding applications
The process is vital for producing high-precision cylindrical components across several sectors:
Automotive: Key components include valve spools, pins, rollers, shafts, camshafts, and crankshafts.
Aerospace: Used for critical components like turbine blades, shafts, and engine components.
Medical: Applied to surgical instruments, implants, and dental tools.
Electronics: Used for semiconductor components, rods, and pins.
General Manufacturing: Used to manufacture fasteners, bearings, bushings, and various cylindrical parts requiring tight tolerances and smooth finishes.
Centerless grinding surface finish
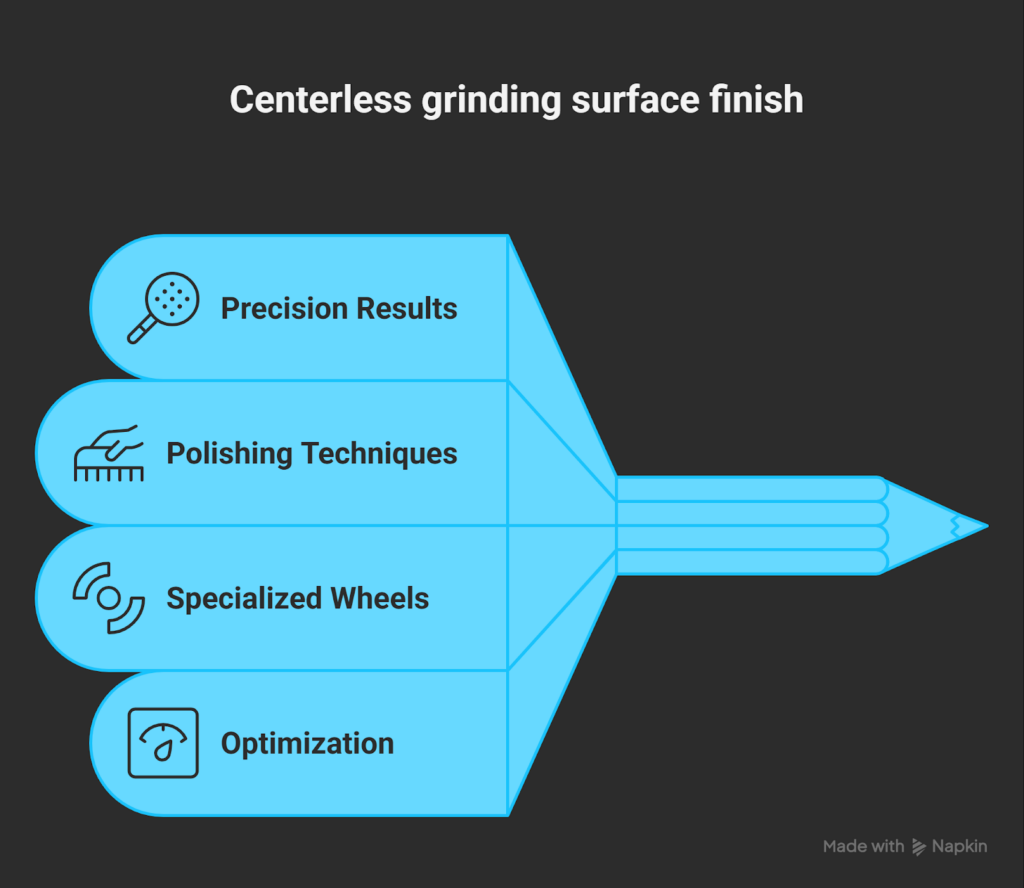
Achieving a high-quality centerless grinding surface finish is a hallmark of the process, resulting from controlled material removal and consistent workpiece support.
Precision Results: The tight tolerances and smooth finishes achieved are key advantages of the process.
Polishing Techniques: Advanced methods, such as abrasive belt centerless grinding and superfinishing, can achieve mirror finishing with roughness values below 50 nm in through-feed operations.
Specialized Wheels: Newly developed grind-polishing wheels, which utilize low-elasticity resin and special structures, are designed to combine high stock removal with fine surface finishing.
Optimization: Surface roughness requirements limit the maximum infeed speed during the roughing stage. Furthermore, optimizing the spark-out time is necessary for achieving optimal results in roundness, roughness, and size control.
Ready to apply the precision and efficiency of centerless grinding to your manufacturing needs? SC Industries, Inc. specializes in In-feed and Thru-feed operations, achieving the tight tolerances and smooth finishes discussed here. Contact our experts today to Request A Quoteor call us at 216-732-9000 to discuss your project specifications.